
Five questions for a good flake rollcoat
Five questions to help contractors find a quality rollcoat to use on their flake floors. Read More…

Five questions for a good flake rollcoat
Five questions to help contractors find a quality rollcoat to use on their flake floors. Read More…

Warning! A spike in rashes and product sensitisation
Product sensitisation in the resin flooring industry and why contractors are at risk now more than ever. Read More…

How start-up contractors can enter a new world of resin flooring
Why resin flooring systems are the key for resin flooring contractors looking to enter a new world of resin flooring. Read More…

The big reason why start-up resin flooring contractors do it tough
The frustrations felt by new resin flooring contractors and the big reason why they exist in the resin flooring industry. Read More…

Tips for avoiding mysterious lumps and bumps on epoxy floors
A few more tips on how to avoid the lumps and bumps that can mysteriously appear on epoxy floors. Read More…

The manufacturers, middle men and marketers of resin flooring
An insight into the Australian resin flooring market to help contractors establish better supply relationships. Read More…

The forgotten gear causing epoxy contractors trouble
The equipment causing contractors trouble in two-pack epoxy application and how you can avoid the same traps. Read More…

Epoxy opinion - the Five Rs of resin flooring
The Five Rs of resin flooring you should remember to guarantee success on any resin flooring project. Read More…

A list of the Top 10 Epoxy School posts to give new readers a better idea of the epoxy content previously covered. Read More…

Epoxy application - the tools of the trade - Part 2
A checklist for new contractors to make sure they have the core equipment required for resin flooring application. Read More…

Epoxy application - the tools of the trade - Part 1
A checklist for new contractors to make sure they have the core equipment required for resin flooring application. Read More…

Epoxy flooring examples - decorative resin flooring in commercial areas
Examples of decorative resin flooring in commercial areas to show the results of good products and training. Read More…

Epoxy troubleshooting - eleven common decorative flooring defects to watch out for - Part 2
Eleven common decorative epoxy flooring defects that are avoidable yet cause contractors many problems. Read More…

Epoxy troubleshooting - eleven common decorative flooring defects to watch out for - Part 1
Eleven common decorative epoxy flooring defects that are avoidable yet cause contractors many problems. Read More…

Resin flooring specification - avoiding headaches by getting project ready
Avoid resin flooring headaches by being organised and helping your resin flooring project run smoothly. Read More…

Epoxy flooring examples - decorative resin flooring in living rooms
Examples of decorative resin flooring in living rooms to show the results of good products and training. Read More…

Resin flooring specification - avoiding headaches with the right flooring applicator
Avoid resin flooring headaches by trying to match your flooring project with the right flooring applicator. Read More…

Decorative epoxy flooring - 5 tips to make sure contractors get paid
Five unmissable tips to make sure epoxy contractors get paid for the decorative epoxy floors they install. Read More…

Epoxy flooring examples - decorative resin flooring in restaurants and bars
Examples of decorative resin flooring in restaurants and bars to show the results of good products and training. Read More…

Resin flooring specification - avoiding headaches with the right flooring brand
Avoid resin flooring headaches by trying to match your flooring project with the right flooring brand. Read More…

Epoxy flooring examples - decorative resin flooring in residential kitchens
Examples of decorative resin flooring in residential kitchens to show the results of good products and training. Read More…

Surface preparation - hard concrete, soft concrete and grinding disc selection
Hard concrete, soft concrete and how to select the right grinding disc for better surface preparation. Read More…

Resin flooring specification - avoiding headaches with marketing awareness
Avoid resin flooring headaches by being aware of marketing such as cheaper prices, test results and bold claims. Read More…

Epoxy flooring examples - decorative resin flooring in retail outlets
Examples of decorative resin flooring in retail outlets to show the results of good products and proper training. Read More…

Resin flooring specification - avoiding headaches with the right technology
Avoid resin flooring headaches by trying to understand what flooring technology suits your needs best. Read More…

Epoxy flooring examples - decorative resin flooring in bedrooms and bathrooms
Some examples of decorative resin flooring to show the results of good products and proper training. Read More…

Epoxy opinion - test results, warranties and other damaging grey areas
Test results, product limitations and warranties and the damage such grey areas inflict on new contractors. Read More…

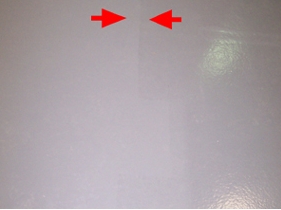
Decorative epoxy flooring - the problem with white glossy floors
The main problems with glossy white floors and why they're a very challenging floor to apply. Read More…

Epoxy product selection - the benefits of surface tolerance and moisture tolerance
How using surface-tolerant and moisture-tolerant products can help a coating application business. Read More…

Health and safety - an epoxy flooring contractor's view
An epoxy flooring contractor's view on the status of health and safety issues in the coating industry. Read More…

Epoxy product selection - choosing value over price
Why contractors are much better off seeking good coating value rather than a good coating price. Read More…

Epoxy secrets revealed - coating manufacturers, re-sellers and private labelling
The practice of private labelling and the benefits of working with manufacturers as opposed to re-sellers. Read More…

Epoxy application - cold joints and concrete trenches
Some important considerations for flooring contractors when coating cold joints and concrete trenches. Read More…

Epoxy troubleshooting - pigment pot problems
Some common problems and their solutions when using pigment pots in solventless, two-pack epoxies. Read More…

Epoxy application - are you a folder or a scruncher when cleaning?
How to clean up epoxies in a safe, controlled way without a mess or the use of nasty solvents. Read More…

Epoxy application - is masking tape the answer to clean, sharp lines?
Taping practices on epoxy floors - what tape to use and how to get clean, sharp edges on every job. Read More…

Epoxy application - good application habits
Five good epoxy application habits that will make an epoxy contractor's life easier and improve performance. Read More…

Epoxy application - bad application habits
Five bad epoxy application habits contractors make that lead to preventable coating problems. Read More…

Epoxy application - the epoxy contractor rut
What an epoxy contractor rut looks like and how to work your way out of it to create a better epoxy business. Read More…

Epoxy application - solventless epoxies and cold temperatures
Tips for epoxy handling in cold temperatures, including making epoxy application easier and faster. Read More…

Epoxy troubleshooting - concrete additives and coating adhesion
The use of concrete additives means all concrete slabs aren't the same and coating adhesion isn't guaranteed. Read More…
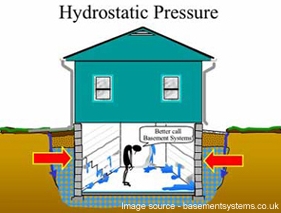
Epoxy troubleshooting - hydrostatic pressure and moisture tolerance
A basic explanation of hydrostatic pressure and why it shouldn't be confused with moisture tolerance. Read More…

Surface preparation - can I sand concrete?
Sanding concrete as a means of surface preparation and why it's not suitable for epoxy floor coatings. Read More…

Epoxy application - can epoxies be applied over tiles?
Applying epoxies over tiles, as well as notes on epoxy adhesion, floor levelling and tile removal. Read More…

Epoxy application - are you a painter or a flooring applicator?
The differences between flooring applicators and painters and what that means for the projects they take on. Read More…
Health and safety - what's the the big deal about solvents?
The major risks associated with solvents and other considerations for switching to solventless epoxies. Read More…
Epoxy opinion - what makes an epoxy expert?
A bit of a light-hearted look at epoxy experts and what it really means to be one (or claim to be one). Read More…

Decorative epoxy flooring - the polished concrete and warehouse looks
Tips for using clear decorative epoxies to create the polished concrete look and warehouse look. Read More…

Surface preparation - does priming and sealing guarantee better results?
A real-life example that shows priming and sealing every time doesn't guarantee better results. Read More…

Epoxy troubleshooting - what is "out-gassing"?
The real meaning of the term out-gassing and why it's not the cause of bubbles in epoxies. Read More…

Decorative epoxy flooring - high-gloss flooring maintenance
High-gloss flooring maintenance options and why sacrificial polishes are often a good choice. Read More…

Decorative epoxy flooring - colours, techniques and practicalities
Decorative epoxy flooring and how colour, techniques and other practicalities influence flooring designs. Read More…

Health and safety - epoxy sensitisation
Epoxy sensitisation, the common symptoms and a few key tips on how contractors can avoid it. Read More…
Epoxy troubleshooting - solvent entrapment
An explanation of solvent entrapment and why it's bad news for two-pack epoxy coatings. Read More…

Selling epoxies - how time off will boost your epoxy business!
The unexpected ways taking time off can actually boost your epoxy business and help you make more money. Read More…

Epoxy troubleshooting - UV exposure and indoor epoxies
How indoor epoxies are still at risk of yellowing through UV exposure and other sources of UV light. Read More…

Decorative epoxy flooring - metallic epoxies and the smiling contractors
The way metallic epoxies can give epoxy contractors a reason to smile - a lesson in job satisfaction. Read More…

Epoxy secrets revealed - environmentally friendly epoxies or "Greenwash"?
A look into epoxy "Greenwash" and how to find epoxies that are genuinely environmentally friendly. Read More…

Epoxy application - solvents and their purpose in solventless epoxies
The use of solvents with solventless epoxies for epoxy clean up, epoxy thinning and slowing pot life. Read More…

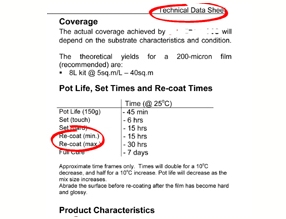
Epoxy product selection - Technical Data Sheets and MSDS
The role of Technical Data Sheets and Material Safety Data Sheets in epoxy product selection. Read More…
Epoxy troubleshooting - inter-coat delamination
The common causes of coating adhesion problems that can lead to inter-coat delamination. Read More…

Selling epoxies - epoxy contractors and follow-up calls
Why selling epoxies is easier for epoxy contractors that follow up on their calls and quotes. Read More…
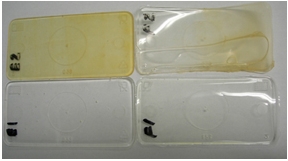
Epoxy product selection - do UV-stable and low-yellowing epoxies exist?
Do UV-stable epoxies and low-yellowing epoxies actually exist or are they just empty marketing claims? Read More…

Epoxy troubleshooting - amine blush
The causes of amine blushing, the effect it has on epoxy films and what can be done to avoid it. Read More…

Epoxy troubleshooting - soft patches or "hot spots"
The causes for soft spots in epoxies, including how to avoid them and how to fix them. Read More…

Surface preparation - should I use a primer or sealer?
The different roles primers and sealers play and why the two words are not interchangeable. Read More…

Surface preparation - to over-coat or not to over-coat
What to consider when choosing between over-coating or removing an existing floor coating. Read More…

Epoxy secrets revealed - re-worked product
The concept of re-worked product, why epoxy manufacturers do it and why it should be avoided. Read More…
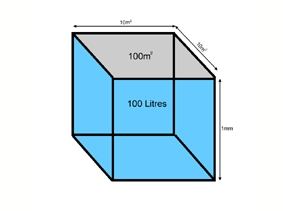
Selling epoxies - why should we talk volume and not weight?
Why the product volume and product coverage should be used and not weight when pricing epoxies. Read More…

Epoxy product selection - water-borne v solvent-borne v solventless epoxies
The differences among solventless epoxies, solvent-borne epoxies and water-borne epoxies. Read More…
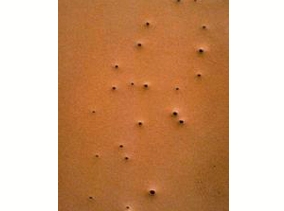
Epoxy troubleshooting - bubbles, pinholes and craters
Why bubbles, pinholes and craters appear in concrete coatings and the application habits used to avoid them. Read More…

Epoxy troubleshooting - hot tyre pick-up
The typical reasons why hot tyre pick-up happens with garage floor coatings and the keys to avoiding it. Read More…

Surface preparation - is a “bog” good enough for patching concrete?
Patching compounds for concrete, the properties you need and why using a "bog" isn't a good idea. Read More…

Epoxy application - are gloss or semi-gloss floors best?
Full-gloss or semi-gloss floors - which one to apply and what to expect when applying them. Read More…
Epoxy troubleshooting - pigmenting clear epoxies and colour separation
Colour separation and why it's a common problem when pigmenting clear epoxy resins. Read More…
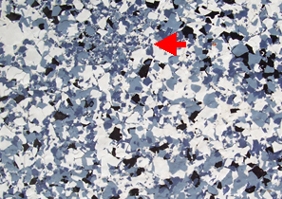
Epoxy application - flake flooring options
Flake floors and how the selection of acrylic flake or vinly flake has an impact on results. Read More…

Epoxy application - five keys to non-slip flooring success
"Spread and sprinkle" epoxy non-slip flooring and the five keys to their successful application. Read More…
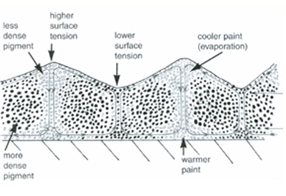
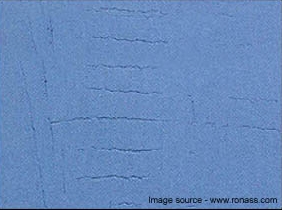
Epoxy troubleshooting - epoxy "hail damage"
Benard cell defects such as hail damage and how to stop them from ruining an epoxy film. Read More…